Festigkeit: Unterschied zwischen den Versionen
Keine Bearbeitungszusammenfassung |
|||
| Zeile 119: | Zeile 119: | ||
Zu diesem Zweck wurden unter anderem folgende Änderungen vorgenommen: | Zu diesem Zweck wurden unter anderem folgende Änderungen vorgenommen: | ||
*Reduktion der massiven Schicht an Ober-/Unterseite → Schichtdicke | *Reduktion der massiven Schicht an Ober-/Unterseite → Schichtdicke erwies sich als entscheidender Faktor für das Auftreten eines Scharnierbruchs | ||
*Bautteil um 180° gedreht → | *Bautteil um 180° gedreht → mit neuer Ausrichtung kann eine dickere Grundschicht beibehalten werden, ohne den Bruchverlauf negativ zu beeinflussen | ||
*Reduktion des Füllgrades auf 70 % | *Reduktion des Füllgrades auf 70 % → Vermeidung übermäßiger Materialverdichtung und förderte ein reproduzierbares Bruchverhalten | ||
die genauen Unterschiede finden sich hier [Tabelle 1]: | die genauen Unterschiede finden sich hier [Tabelle 1]: | ||
| Zeile 142: | Zeile 142: | ||
| Infill || 100% || 70% | | Infill || 100% || 70% | ||
|} | |} | ||
== Folgende Versuchsplannung == | == Folgende Versuchsplannung == | ||
Version vom 7. Mai 2025, 15:51 Uhr
Nachweis der Bauteilfestigkeit und Untersuchung der Einflüsse auf die Bauteilfestigkeit
Ziel und Hintergrund
In diesem Arbeitspaket werden die mechanischen Belastbarkeiten von 3D-Druck Teilen für eine Kaffeemaschine untersucht. Dabei werden sowohl die mechanischen Eigenschaften eines unveränderten Bauteils als auch dessen Verhalten unter Einflüssen wie Wasser, Temperatur oder Chemikalien betrachtet.
Versuchsaufbau
Ausgangspunkt: Unbehandelte Proben
Zunächst werden Laborversuche wie der Zugversuch oder die Schlagbiegeprüfung an einem unbehandelten Bauteil getestet, um diese mit den Werten des Herstellers zu vergleichen. Ebenso dienen diese Proben als Referenz für spätere Tests mit Umwelteinflüssen.
Einflussfaktoren
Wasseraufnahme
Der erste untersuchte Umwelteinfluss ist die Wasseraufnahme. Hierbei wird experimentell bestimmt wie viel Wasser ein Bauteil über einen vorgeschriebenen Zeitraum aufsaugen kann und wie sie dies auf seine mechanischen Eigenschaften auswirkt. Es wird ebenso überprüft, ob es zu geometrischen/Optischen Veränderungen kommt.
Temperaturbeständigkeit
Die Temperaturbeständigkeit spielt in einer Kaffeemaschine eine Zentralle Rolle, hierbei werden folgende Punkte genauer betrachtet. Zunächst wird die Wärmeformbeständigkeit überprüft, über eine schrittweise Erhitzung des Materials bis zur Verformung. Außerdem wird getestet, ob eine wiederholtes erhitzen und abkühlen sich auf die Stabilität des Werkstoffes ausübt. Ebenso wird untersuchte wie sich die Festigkeit des Werkstoffes verhält bei bei definierten Temperaturen. Falls möglich werden die Temperaturbeständigkeit und Wasseraufnahme zusammen getestet, beispielsweise durch ein heißes Wasserbad, um eine realistische Bild des Bauteilverhaltens in der Kaffeemaschine zu kriegen.
Chemikalienresistenz
Ein weiterer relevanter Einflussfaktor sind Chemikalien, insbesondere Reinigungs- und Entkalkungschemikalien, die bei Kaffeemaschinen periodisch zum Einsatz kommen werden in Bezug auf die Bauteile untersucht. Hierfür wird das Bauteil über einen längeren Zeitraum in eine Lösung aus Wasser und Reinigungsmitteln gelegt. Anschließend wird es analysiert, um mögliche Materialschäden oder Beeinträchtigungen der Festigkeit festzustellen.
Zielsetzung
Das Ziel dieses Themas ist es, eine realitätsbezogene Analyse der mechanischen Beständigkeit 3D-gedruckter Bauteile zu erstellen. Die gewonnen Erkenntnis kann zur Materialspezifizierung oder Optimierung der Konstruktion führen.
Projektfortschritt
In den ersten Wochen wurde intensive Recherche betrieben. Zuerst wurde das Material GreenTEC-Pro genauer untersucht. Hierfür standen einige Datenblätter zu Verfügung, die einen guten Einblick in die verschiedenen Eigenschaften des Materials geben.
Auswahl der Festigkeitsprüfverfahren
Auch die geplanten Festigkeitsprüfungen wurden genauer betrachtet, insbesondere in den Punkten Durchführung und Grund ihrer Auswahl.
- Zugversuch: zur Bestimmung von Zugfestigkeit und Elastizitätsmodul
- Schlagbiegeversuch: zur Bewertung von Schlagzähigkeit unter plötzlicher Belastung
Vermutungen in Bezug auf Einflüsse
Eine Recherche der Einflüsse hat vorerst folgende Resultate erbracht:
- Wasseraufnahme: Leichte Reduktion der Festigkeit und Zähigkeit
- Temperatur: Je höher die Temperatur desto stärker fallen Steifigkeit und Layerhaftung ab
- Chemikalien: Werkstoff ist nach Datenblatt besonders auf starke Oxidationsmittel wie Chlor anfällig, weshalb die in weiteren Experimenten genauer untersucht wird
Druck der ersten Prüfkörper
In dieser Phase wurden erste Prüfkörper für die anstehenden mechanischen Tests vorbereitet (gesliced). Verwendete Slicing-Parameter:
- 100 % Infill
- Geradliniges Füllmuster (linear)
- Layerhöhe: 0,1 mm
- Düse: 0,4 mm
- Drucker: Prusa MK4S
Der Fokus zu diesem Zeitpunkt liegt auf reine Materialeigenschaften, Geometrieanpassung folgen ggf. in späteren Schritten.
Die zu erwartenden Festigkeitswerte orientieren sich an den Herstellerangaben im Datenblatt von GreenTEC Pro. Aufgrund des verwendeten FDM-Druckverfahrens sowie typischer Abweichungen (z. B. durch Layeraufbau und inhomogenität) wird mit leicht reduzierten Werten gerechnet, besonders in Bezug auf Zugfestigkeit und Schlagzähigkeit
Erste Laborversuche
Labor Einweisung und Drucken der Proben
Zu Beginn der ersten Laborwoche erfolgte eine Einweisung in die Laborvorschriften sowie in die Bedienung der Maschinen, mit denen der Festigkeitsnachweis durchgeführt wird. Ebenso wurden die Prüfproben mittels 3D-Druck gefertigt, jeweils sechs Stück für die Zug- und Schlagbiegeprüfung.
Zugprüfung
In der darauffolgenden Woche wurden die ersten Versuche durchgeführt. Ziel war es einerseits, die im Datenblatt angegebenen Materialeigenschaften zu verifizieren und andererseits eine Basis für weitere Versuche mit Einflüssen zu schaffen.
Die sechs Zugprüfungen verliefen ohne große Komplikationen, nur wurden Zugdehnung und Bruchspannung nicht tabellarisch ausgegeben, konnten jedoch in der Grafik bestimmt werden. Somit kam es zu folgenden Werten [Bild 1]:
- Durchschnittliche Zugdehnung: 3,25 %
- Durchschnittliche Bruchspannung: 32 MPa
Eine detaillierte Gegenüberstellung der Daten aus der Laborarbeit und dem Datenblatt findet sich in [Bild 2]

Bild 1: Zugversuchdaten der ersten Versuche, unbehandelt

Bild 2: Vergleich von Zugversuchdaten von Laborarbeit und Datenblatt


Es lässt sich feststellen, dass die meisten Messwerte im erwarteten Bereich liegen, jedoch tendenziell etwas schlechter ausfallen als die Angaben im Datenblatt. Mögliche Ursachen dafür könnten sein:
- Schwankende Qualität von 3D-Druckmaterialien und Prozess
- Optimistisch dargestellte Datenblattwerte des Herstellers
Schlagbiegeprüfung
Anschließend folgte die Schlagbiegeprüfung. Zunächst wurde ein 2-N-Hammer verwendet da der kleinstmögliche Hammer, der das Bauteil noch durchschlägt, die besten Werte liefert. Dieser durchschlug nahezu das gesamte Bauteil, lediglich die letzte Schicht blieb intakt. Daher wurde ein stärkerer 5-N-Hammer eingesetzt. Doch auch hier konnte die letzte Schicht nicht durchbrochen werden. Bei genauerer Analyse zeigte sich, dass es sich vermutlich um ein drucktechnisches Problem handelt. Eine alternative Druckmethode könnte dieses Verhalten möglicherweise verhindern. In realen Anwendungen stellt diese zusätzliche Schicht vermutlich keinen Nachteil dar, im Gegenteil, sie könnte stabilisierend wirken. Für standardisierte Festigkeitsprüfungen jedoch ist sie problematisch.
Bildmaterial zur Schlagbiegeprüfung mit Schanierbruch: siehe Bilder 3 und 4

Bild 3: Schanierbruch bei Schlagbiegeprobe V1

Bild 4: Schanierbruch bei Schlagbiegeprobe V1


Die erarbeiteten Daten [Bild 5] sowie eine detaillierte Gegenüberstellung der Daten aus der Laborarbeit und dem Datenblatt [Bild 6]:
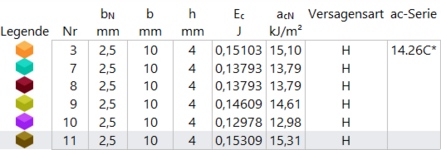
Bild 5: Schlagbiegeversuchdaten V1 der ersten Versuche, unbehandelt

Bild 6: Vergleich von Schlagbiegeversuchdaten von Laborarbeit und Datenblatt


Hier ist ein bemerkenswerter Unterschied zwischen den beiden Messergebnissen zu erkennen, da es statt des erwarteten vollständigen Bruchs zu einem Scharnierbruch kam, vermutlich verursacht durch den Schichtaufbau beim 3D-Druck. Weiteres Vorgehen:
Die Laboraufsicht klärt derzeit mit dem zuständigen Professor, ob die ermittelten Werte bei einem Scharnierbruch überhaupt aussagekräftig sind. Falls nicht, ist eine Wiederholung der Versuche mit veränderter Probenstruktur vorgesehen.
Angepasste Schlagbiegeprüfung
Um die Schlagbiegeprüfung zuverlässiger auf das Bruchverhalten des verwendeten Materials abzustimmen, wurde das Prüfkörperdesign im Slicer gezielt angepasst. Ziel war es, einen vollständigen und sauberen Bruch an der Kerbe zu erzielen, statt eines untypischen Scharnierbruchs durch druckbedingte Verstärkungen in den oberen Schichten.
Zu diesem Zweck wurden unter anderem folgende Änderungen vorgenommen:
- Reduktion der massiven Schicht an Ober-/Unterseite → Schichtdicke erwies sich als entscheidender Faktor für das Auftreten eines Scharnierbruchs
- Bautteil um 180° gedreht → mit neuer Ausrichtung kann eine dickere Grundschicht beibehalten werden, ohne den Bruchverlauf negativ zu beeinflussen
- Reduktion des Füllgrades auf 70 % → Vermeidung übermäßiger Materialverdichtung und förderte ein reproduzierbares Bruchverhalten
die genauen Unterschiede finden sich hier [Tabelle 1]:
| Parameter | Vorher | Nachher |
|---|---|---|
| Ausrichtung der Probe | Kerbe nach oben | Kerbe nach unten |
| Top Layer Schichten | 8 Schichten | 1 Schicht |
| Top Layer Schalenstärke | 0,7 mm | 0,2 mm |
| Bottom Layer Schichten | 7 Schichten | 2 Schichten |
| Bottom Layer Schalenstärke | 0,4 mm | 0,5 mm |
| Perimeter | 0,3 mm | 0,1 mm |
| Infill | 100% | 70% |
Folgende Versuchsplannung
Ein Update zu den geplanten Versuchen: Im Labor steht ein Ofen zur Verfügung, der genutzt werden kann, um die Auswirkungen thermischer Energie auf die Festigkeit der Proben zu untersuchen. Derzeit ist die Vorbereitung der Bauteile mit Einflüssen eingesehen, sowie eine Änderung des Druckprozesses für die Schlagbiegeprüfungsteile, damit diese im nächsten Versuch die erzielten Werte erreichen.